
- 泊头市天一泵业有限公司
磁力泵加工工艺及其说明
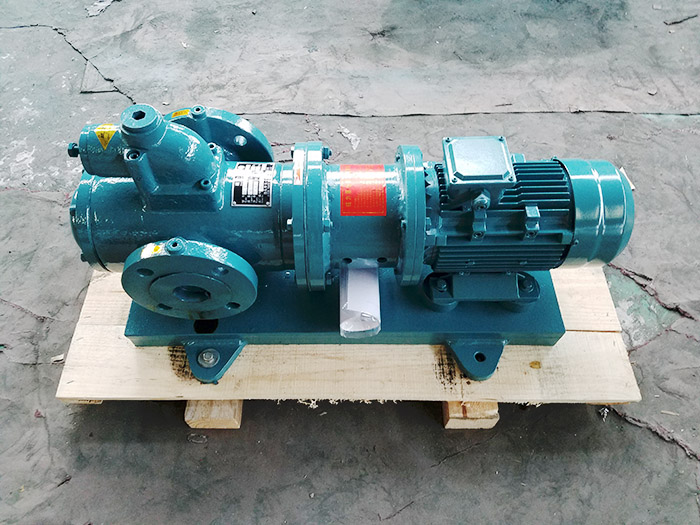
磁力泵又被称为磁力驱动泵,公司有着很多年的经验,我们在开始的尝试到现在我们可以很负责任的跟我们的顾客朋友说我公司的产品不会让您失望。有很多的朋友想要了解磁力泵的加工工艺下面我们一起来了解一下吧。
磁力泵生产加工工艺如下:
a.磁力泵阀体部分(阀体和密封圈的组焊结构)预热。
b.密封面堆焊硬质合金。
c.保温12h。
d.热处理消除热应力。
e.粗车密封面。
f.半精车密封面。
g.精车密封面。
h.磁力泵密封面磨削(磨头工装的制作)。
 磁力泵加工过程中说明:
磁力泵加工过程中说明:
a.磁力泵在工艺b的过程中,堆焊合金前须经预热处理以减少应力的产生,泵阀交易网 堆焊后要进行退火以去除应力。同时,为防止堆焊合金时产生热裂纹,磁力泵采用胎具固定基体和对称焊接的方法以平衡热应力。
b.磁力泵在工艺d的过程中,为预防堆焊合金后,密封圈收缩变形,消除热应力时胎具与工件一起进炉进行热处理,这样,释放应力后的上件基本保持了原有的形状,径向变形小于3mm,经轻微校正即可满足加工要求。
c.磁力泵在工艺f的半精车过程中,除磁力泵密封面外其余部分尺寸均要车削加工至成品尺寸,密封合金面留磨量0.6mm。做一检查样板随时检验合金面,以使密封面的弧度得到稳定。另外,在此工序中出现的由于堆焊合金而形成的少量的收缩气孔,可采取补焊的方法子以修补。
d.在工艺g精车密封面时,先用螺栓紧固阀板密封圈和阀板体,并将阀体密封圈和阀体焊接在一起,然后做渗透试验,试验后组合件无渗漏再进行精车密封面工序。组焊后再加工密封面的目的是为了稳定成品的形位公差,消除磁力泵组焊造成的变形。
我公司生产的磁力泵价格合理,并且在生产的时候有足够的经验来为您试验,在我公司购买产品可以很好的为您服务售前、售中和售后,让您从不懂到可以很好的判断产品的好坏。赶紧来参观了解吧。
磁力泵生产加工工艺如下:
a.磁力泵阀体部分(阀体和密封圈的组焊结构)预热。
b.密封面堆焊硬质合金。
c.保温12h。
d.热处理消除热应力。
e.粗车密封面。
f.半精车密封面。
g.精车密封面。
h.磁力泵密封面磨削(磨头工装的制作)。
j.研磨密封面(制作研磨工装)。
a.磁力泵在工艺b的过程中,堆焊合金前须经预热处理以减少应力的产生,泵阀交易网 堆焊后要进行退火以去除应力。同时,为防止堆焊合金时产生热裂纹,磁力泵采用胎具固定基体和对称焊接的方法以平衡热应力。
b.磁力泵在工艺d的过程中,为预防堆焊合金后,密封圈收缩变形,消除热应力时胎具与工件一起进炉进行热处理,这样,释放应力后的上件基本保持了原有的形状,径向变形小于3mm,经轻微校正即可满足加工要求。
c.磁力泵在工艺f的半精车过程中,除磁力泵密封面外其余部分尺寸均要车削加工至成品尺寸,密封合金面留磨量0.6mm。做一检查样板随时检验合金面,以使密封面的弧度得到稳定。另外,在此工序中出现的由于堆焊合金而形成的少量的收缩气孔,可采取补焊的方法子以修补。
d.在工艺g精车密封面时,先用螺栓紧固阀板密封圈和阀板体,并将阀体密封圈和阀体焊接在一起,然后做渗透试验,试验后组合件无渗漏再进行精车密封面工序。组焊后再加工密封面的目的是为了稳定成品的形位公差,消除磁力泵组焊造成的变形。
我公司生产的磁力泵价格合理,并且在生产的时候有足够的经验来为您试验,在我公司购买产品可以很好的为您服务售前、售中和售后,让您从不懂到可以很好的判断产品的好坏。赶紧来参观了解吧。
天一泵业 2014(C)版权所有
技术支持:中科四方